ER309L
Best for: Common dissimilar filler for stainless steel to carbon steel joints.
Helps manage dilution between stainless and mild steel. Check joint design, service conditions and WPS.
Free Fabora Tool
Choose a region, parent materials and welding process to get a practical filler wire, TIG rod or MMA electrode suggestion for common fabrication and site welding work. Use it for quick guidance around MIG, TIG, MMA, mild steel, stainless steel, aluminium and dissimilar welding, then check the WPS and job specification before welding.
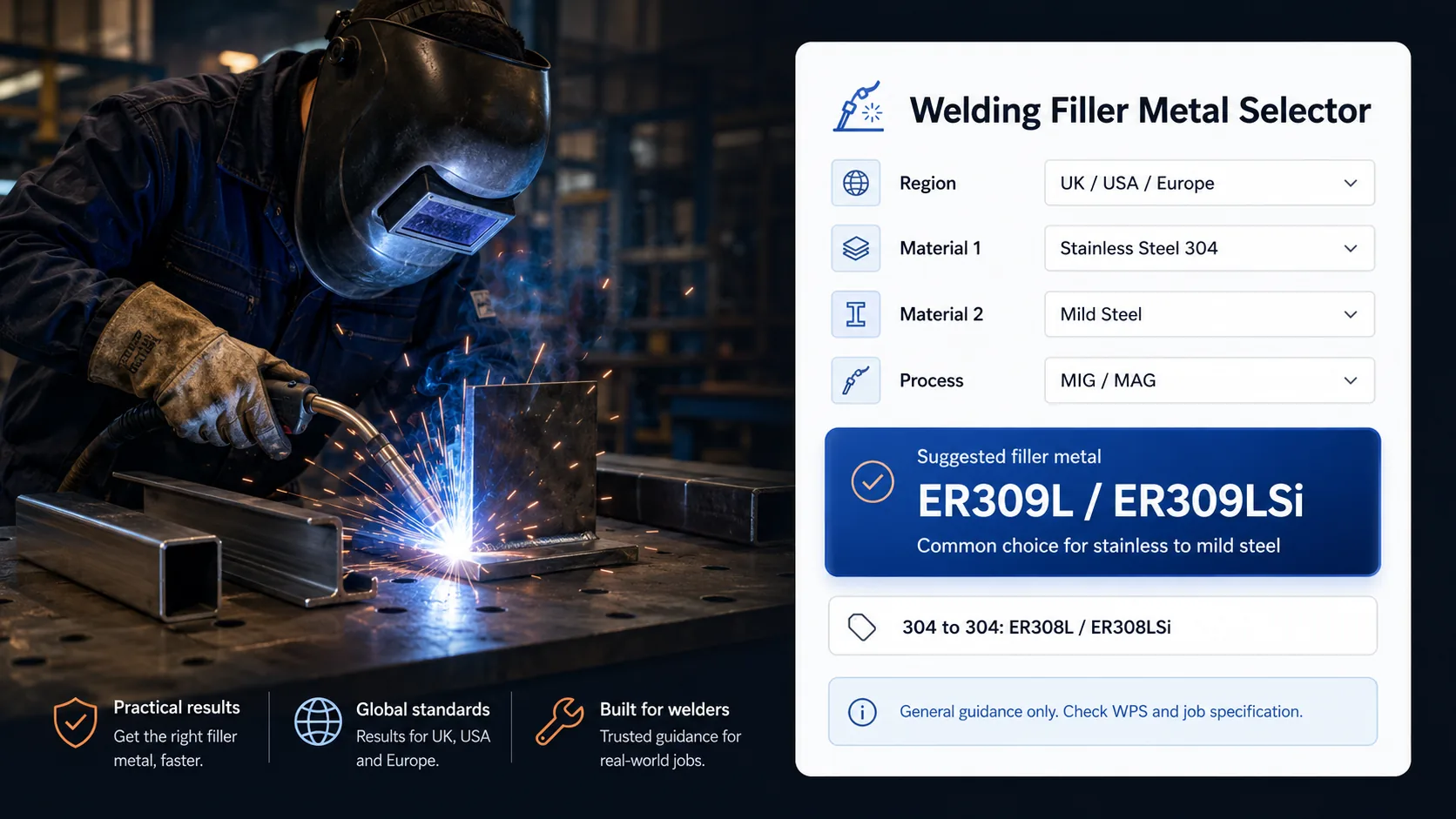
A welding filler metal selector matches your parent materials and process to a practical consumable. For 304 stainless you usually run 308L, for stainless to mild steel you reach for 309L, and for 6061 aluminium it is 4043 or 5356. Set the region, pick both parent materials and the process to get a wire, TIG rod or MMA electrode suggestion, then confirm it against the WPS.
The result comes back with a suggested filler, what form it is in, the classification wording, why it is the common pick and a reminder to check before you weld. There is a short guide under the result on what each parent metal tends to get used for, so you are not just picking a wire blind.
Free selector
Suggested starting point
Also known as ER309L / ER309LSi
Best for: Common dissimilar filler for stainless steel to carbon steel joints.
Helps manage dilution between stainless and mild steel. Check joint design, service conditions and WPS.
Best for: MIG/MAG stainless-to-carbon steel work where wetting, bead profile and flow are useful.
Similar to ER309L but with added silicon, often improving MIG/MAG running and bead appearance.
309 type filler is commonly used for stainless to carbon steel dissimilar joints because it helps tolerate dilution.
This is general guidance only. Always confirm the parent material grade, WPS, job specification, service environment and consumable data sheet before welding.
Material guide
This support section updates with your material selections so you can quickly see what the parent metals are commonly called, where they are used and what to watch before welding.
General material guidance only. Always confirm the exact grade, service environment, WPS, job specification and consumable data sheet before welding.
Need RAMS for welding work?
Fabora RAMS helps fabrication, welding and steel installation businesses create editable welding method statements and risk assessments faster.
What filler you end up running can hinge on the material cert, how hot the part gets in service, corrosion, dilution, the joint design, heat input, the client spec and the approved procedure. The tool can't see any of that.
Covers the usual 304/304L, 316/316L, 321 and 310 starting points, and keeps the low-carbon and stabilised-filler prompts in front of you so you don't grab the wrong grade out of habit.
Welding 304 or 316 onto carbon steel, it points you at the 309-type fillers and reminds you to think about dilution and where the joint's working.
Pick a galvanised joint and the fume warning stays put. Zinc oxide is no joke. Grind the coating back, get the LEV on it, wear the RPE, and have it in the risk assessment before anyone lights up.
On aluminium it keeps the prep, shielding gas, alloy, temper, colour match, corrosion and strength prompts visible. These are the things that catch people out before they call a filler "good for the job".
Reference context
Handy background reading, that's all. None of it replaces a WPS, a welding engineer or the supplier's own data sheet.
Related Fabora links
Get your consumable starting point here, then join it up with the risk assessment, method statement, COSHH review and the site RAMS. That is where the welding task actually gets controlled.
FAQs
A18 is the old BS designation that stuck, and a lot of UK shops and merchants still call general mild steel MIG wire by that name. On the data sheet the same wire might be written as ER70S-6, SG2 or G3Si1 depending on who made it. Don't go off the spool label alone. Check the actual classification on the data sheet and match it to the WPS or job spec.
For 304 and 304L, 308L or 308LSi is the usual pick across MIG, MAG and TIG. That said, the WPS and the job spec have the final word, and you'll want to check the parent material cert, where the part's going to live and the consumable data sheet before you strike an arc.
Both are low-carbon stainless fillers for 304/304L. The Si in 308LSi means a bit more silicon, which helps the weld wet in and lays a tidier bead on MIG and MAG. Plenty of welders reach for the LSi for that reason. Either way, let the WPS, the grade, the service conditions and the data sheet make the call.
309L or 309LSi is the go-to for joining stainless to mild steel, because it copes with the dilution you get when you melt two different parent metals together. Still down to the spec, the service conditions, the actual parent materials, the procedure and the data sheet, but 309 is where most people start.
Same idea as the 308 pair. 309L is the standard dissimilar filler for stainless-to-mild-steel; 309LSi has the extra silicon for better wetting and a cleaner bead on MIG and MAG. The spec and the data sheet confirm which one the job wants.
6061 usually takes 4043 or 5356, and which one's better comes down to the job: strength needed, whether it's getting anodised and has to colour match, and where it ends up. One thing to watch: 6061 is heat-treated, so it loses strength in the heat affected zone once you weld it. Check the WPS and the design requirements before you assume it'll hold.
4043 is the aluminium-silicon one. It flows nicely, is forgiving to run and is less prone to cracking on the 6xxx alloys and castings. 5356 has magnesium in it and gets the nod where you need more strength or ductility, or where it has to anodise to match the parent. Pick to suit the alloy, the WPS and the service conditions.
MIG and MAG feed a continuous wire through the torch as you go. With TIG you dab a separate rod in by hand while the arc does the heat. MMA, or stick, burns a flux-coated rod down, and the flux melts off and shields the pool as it goes.
The trade names look much the same, but the standards behind them don't always line up. American data sheets lead with the AWS number; UK and European ones tend to show the EN ISO classification next to trade names like 308L, 309L, SG2 or G3Si1. Worth knowing if you're cross-referencing a spool bought one side of the Atlantic against a spec written the other.
No. It's general guidance, a starting point and nothing more. It doesn't stand in for a WPS, a qualified procedure, a welding engineer, the client spec, the material cert, a service review or the consumable maker's own data.